|
| 联系方式 |
地址:
江苏省启东市城东工业园区
电话:
0513-83320018
手机:
13906284339
联系人:
陈维多
电子邮箱:
fbdq@fbdq.com
|
|
|
| 您现在的位置:网站首页 -
防爆电器常识
|
|
防爆电气零件的机械加工
|
| 发布时间:
2019/6/5 |
这里以隔爆型电气分线箱箱体的机械加工为例来讨论防爆零件机械加工的机械加工工艺规程的具体制订方法和步骤。
一、防爆电气零件机械加工工艺规程编制示例
隔爆型电气分线箱箱体所用材料为灰铁铸件(HT250);主要机械加工尺寸如图1所示;技术要求:未注公差尺寸的公差按GB/T 1804·m;除标注外,加工面的表面粗糙度均为 Ral2.5um;未加工面(铸件)的表面粗糙度不大于Rz,1001um。
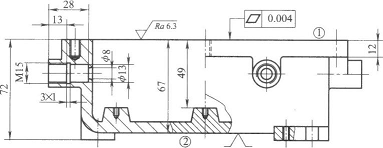
图1 隔爆型电气分线箱箱体机械加工不意图
在制订隔爆型电气分线箱箱体机械加工工艺规程时,人们应该遵照第5章所述的有关基本原则和本例的具体情况进行作业。
1.分析施工图样
隔爆型电气分线箱主要由箱体和盖子、电缆引入装置和电气安装板等零部件组成,是依靠箱体和盖子之间的法兰式隔爆接合面结构以及隔爆型电缆引入装置结构实现防爆安全性能的。
由图样可知,隔爆型电气分线箱箱体结构设计合理,适宜采用通用机械加工设备进行加工。
从上述已知,隔爆型电气分线箱箱体由牌号为HT250的铸铁铸造而成。除结构强度外,保证防爆安全性能的主要参数为:隔爆接合面宽度;隔爆间隙(此处为耦合面的平面度);隔爆接合面表面粗糙度;隔爆型电缆引人装置的相关尺寸。
这些主要参数,在机械加工时是应该保证的,而且人们应该特别关注以下几点:
在确定法兰式隔爆面上螺纹孔(M8)的位置时,人们应该关于中心线对称地选择。计算可知,L1的设计值为L1=8.5mm,而标准要求值为L大于等于8mm,因此,螺纹孔稍微错位便可能造成加工件不合格;当箱体和箱盖采用螺栓-螺母紧固时还可能因平垫圈和铸造圆角相互干涉而压不紧。这是一个不容忽视的工艺要点。
在隔爆面上2×M8不透螺孔的螺纹深度必须按照图示尺寸加工,保证在完整装配时还留有2倍的弹簧垫圈厚度的裕量。
另外,5XM5不透螺孔的凸台平面处于一个平面上,易于加工;孔深加工必须保证符合图示尺寸,否则,隔爆外壳的剩余壁厚就会不符合“等于1/3螺栓直径或至少为3mm的规定,甚至贯通外壳壳壁。这是不允许的。
至于隔爆型电缆引入装置的相关尺寸,只要严格按照图示尺寸加工即可满足要求。
这里需要说明的是,图1表示的是隔爆型电气分线箱箱体结构的主要机械加工尺寸,没有涉及其他尺寸,例如壁厚、有关结构元素的相对位置等。
2.确定防爆正压柜加工路线
(1)加工路线
根据箱体材料、现有机械加工设备和设计要求提出机械加工路线如下:
①法兰式隔爆面:粗车(刨)+半精车(刨)。
②电气安装板底脚和内接地凸台:
平面:粗车。
螺孔:钻+攻螺纹。
③设备安装底脚和外接地平面:
平面:粗车(刨)。
螺孔:钻+攻螺纹。
④电缆引入装置安装孔:
引入孔凸台端面:粗车。
电缆引入孔:钻+粗车。
压紧螺母孔:粗车斗精车(螺纹)。
⑤箱体.盖子紧固螺钉螺孔:
钻:攻螺纹。
(2)定位基准
这里仍然以图1所示法兰式隔爆面①为例进行讨论:
法兰式隔爆面①是隔爆型电气分线箱箱体的主要平面和设计基准面,以箱体底面②为粗基准即可加工出来。之后再以这个平面为精基准来加工安装板底脚平面(包括内接地凸台)、设备安装底脚平面和其他平面。这符合基准重合原则。
至于其他部位的加工定位基准,请读者按照定位基准确定原则自行分析。
3.计算工序尺寸
这里以图7.1所示法兰式隔爆面为例进行讨论:
(1)确定工序加工余量
当以车削方法来加工法兰式隔爆面时,查表2可知,粗车、半精车的加工经济精度(ITll~ITl3、IT8~ITll)和表面粗糙度(Ra5—201.Lm,Ra2.5~10tim)可满足零件加工的要求(不考虑公差,表面粗糙度为Ra6.3汕m)。
在这种情况下,根据实际的铸造工艺水平和机加工设备能力以及实际操作经验并参考表5.10可得工序加工余量:粗车时,3mm;半精车时,1.5mm。
(2)计算工序尺寸
由于设计基准和定位基准一致,根据工序尺寸计算“从后向前推算原则”可知,法兰式隔爆面①的设计尺寸为12ram,因而,工序尺寸为16.5mm。
考虑铸件尺寸偏差取±1mm,故毛坯尺寸为(16.5±1)mm。
这里的工序尺寸计算,既是确定铸件毛坯件之需,又是铸件加工工序的要求。一旦铸件成型,原则上,工序加工余量就是每一道工序的机械加工尺寸。
二、防爆电气零件机械加工工艺卡片编制示例
机械加工工艺规程的主要表现形式是机械加工工艺卡片,通常包括机械加工工艺过程卡片、机械加工工序卡片和机械加工工序检验卡片、机械加工检验卡片。这里仍然以隔爆型电气分线箱箱体机械加工为例分别予以简要的说明。
1.编制机械加工工艺过程卡片
根据上述的机械加工路线和相关分析可知,隔爆型电气分线箱箱体机械加工可以分为5道工序完成。机械加工工艺过程卡片如表7.1所示,列出了5道工序的工序内容、工装器具和有关质量检验的相关内容。
2.编制机械加工工序卡片
由隔爆型电气分线箱箱体机械加工工艺过程卡片(表1)可知,工艺人员应该按照每一道工序来编制机械加工工序卡片。
隔爆型电气分线箱箱体机械加工的第1道工序(工序号1,车隔爆面和内腔凸台平面)的工序卡片如表7.2所示。
这里需要指出的是,在确定机床主轴转速、切削速度、进给量、切削深度和进给次数等参数值时,人们应该综合地考虑加工表面的加工表面质量等因素的影响。
隔爆型电气分线箱箱体的其他机械加工工序的工序卡片,请读者自行提出。
3.编制机械加工工序检验卡片
在机械加工过程中,加工人员应该在每一道工序之后填写机械加工工序检验卡片。
隔爆型电气分线箱箱体机械加工的第1道工序(工序号1,车隔爆面和内腔凸台平面)的工序检验卡片如表3所示。
隔爆型电气分线箱箱体的其他机械加工工序的工序检验卡片,请读者自行提出。
4.编制机械加工检验卡片
在机械加工完成后,专职检验人员应该按照施工图样(例如NY01.01.01)上标注的机械加工尺寸对零件进行全面检验,并填写机械加工检验卡片。
隔爆型电气分线箱箱体的机械加工检验卡片如表7.4所示。
这里需要注意的是,在表4中出现了隔爆面宽度不合格的情况,这在检验中时有发生。这样的零件不符合图样设计要求,但是符合防爆标准规定值,根据具体情况,原则上仍然可以用于产品中,只不过它不是优质品。
另外,这里还必须指出的是,凡是图样上标注的机械加工尺寸都必须检查。而且,在检验各种参数时,人们应该以一个参数的多个可能测量值中最小或最大的那个为考核依据。例如,对于外法兰式隔爆面的隔爆面宽度(L,L1),应该在法兰平面的多处进行测量,以测量值中最小的那个为依据进行评判,如图2所示。
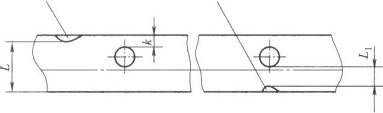
图2 隔爆面宽度最小值测量不例
1、2--缺陷
在图2中,隔爆面上有两个缺陷1和2。隔爆面的宽度以实际测得值为评判依据(L、L1)。图示表示,螺孔周围厚度k不受缺陷的影响。
在隔爆面上的缺陷不影响相关尺寸时,这种缺陷允许不予计较,或者允许修补再用(有关隔爆面上缺陷的判定和修复,参见GB 3836.13—1997《爆炸性气体环境用电气设备第13部分:爆炸性气体环境用电气设备的检修》)。
以上讨论的隔爆型电气分线箱箱体机械加工示例,仅仅是告诉人们制订机械加工工艺规程(文件)的过程,不在于示例中所讨论的加工方法如何。由于不同的企业有不同的制造条件,一个防爆电器零件的加工可以有各种不同的工艺路线和加工方法,例如工序的划分就可能有几种方法,所以人们应该认真分析零件的技术要求和自身的现有工艺条件来编制适合自己的机械加工工艺规程(文件)。
|
|
|
|
|


