|
| 联系方式 |
地址:
江苏省启东市城东工业园区
电话:
0513-83320018
手机:
13906284339
联系人:
陈维多
电子邮箱:
fbdq@fbdq.com
|
|
|
| 您现在的位置:网站首页 - 新闻动态 |
|
提高防爆电气机械加工精度的基本原则
|
| 发布时间:
2019/7/2 |
对于各种类型的防爆电器工件和不同的加工方法,提高防爆电气机械加工精度的某些方法,前面已经简单地给予了介绍,下面将概略地讨论一下提高防爆电气机械加工精度的基本原则,供人们在处理具体问题时参考。
提高防爆电气机械加工精度的基本原则,就是在综合考虑产品质量、生产效率和工艺成本的前提下,尽可能地减小工艺系统原始误差对工件加工精度的影响。这里提出两项基本原则:误差预防原则和误差补偿原则。
(1)误差预防原则
所谓“误差预防原则”,就是指在防爆电气机械加工过程中尽可能地减小工艺系统的原始误差及其对加工误差影响的基本原则。误差预防原则主要包含以下4个方面的内容。
①恰当选择工艺过程
恰当选择工艺过程,主要是指在防爆电器生产加工过程中制订一个恰当的工艺路线。这是很重要的。采用各种方法,尽可能地减小工艺系统的各种原始误差,尽可能地降低这些原始误差对加工误差的影响程度。
例如,根据设计图样要求恰当地安排工序。不同的防爆电器生产工序对工艺系统原始误差都会产生不同的影响;不同工序有不同的装夹、定位,因而装夹误差、定位误差自然也不同。简化工序就可以减少装夹、定位次数,可以减小这些原始误差等。
又如,根据防爆电气生产工序安排合理地选择机床。机床的精度,即机床自身存在的固有误差(原,刀始误差)直接决定加工工件的精度,因此,人们应该根据零件的设计要求来选用合适的加工机床,不要一味地要求高精度的机床,只要满足设计要求就可以了。
当然,在工艺过程中还有许多环节的原始误差在不同程度地影响加工误差。要减小这些误差及其影响,人们应该仔细研究和认真分析零件结构和工艺系统的适配性。
②直接减小原始误差
直接减小原始误差,主要是根据零件的结构特征来合理地选择加工方法和工装夹具,以减小甚至消除原始误差及其对加工误差的影响。
例如,对于薄壁圆筒零件的加工,改善装夹方式就可以获得很好的减小原始误差效果(参见图22)。这需要设计专用夹具;对于大批量生产,这是一个应用很广的方法。
又如,对于长而细的圆柱体(长轴)的加工,除采用中心架或跟刀架的工艺措施外,还可以采用反向进给的切削方法,如图24所示。
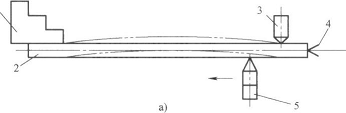 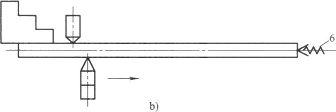
图24在加工长而细的圆柱体时刀具进给方向影响示意图
a)正向进刀时 b)反向进刀时
1-卡盘;2-工件;3-跟刀架;4-尾座固定顶尖;5-刀具;6-尾座弹性顶尖
从图24中可以看出,在正向进刀时,工件被卡盘和固定顶尖装夹定位,刀具走刀时拱起工件,工件变形增大了加工误差;在反向进刀时,工件被卡盘和弹性顶尖装夹定位,刀具走刀时强力拉伸工件,抑制工件振动,使切削过程平稳,从而就减小了加工误差。
③设法转移原始误差1 设法转移原始误差,实质上就是设法使加工切削刃避开误差敏感方向,从而减小原始误差及其影响(参见图17)。
例如,当在转塔车床上加工零件时,采用“立刀”方式安装刀具,使切削刃处于垂直平面上,提高了转塔六个位置的定位精度,减小了转塔转位误差对加工误差的影响。
又如,在大批量加工中,常常采用专用夹具或辅助装置限制机床制造误差的影响。采用镗模夹具加工箱形零件的多个孔时,加工误差主要取决于镗刀杆和镗模的制造精度,基本上与机床的制造误差无关。
④分组归类原始误差
分组归类原始误差,就是把工件毛坯按照它们的初始误差大小排队分组,然后按每一组的误差范围来适当地调整刀具和工件的相对位置进行加工;这样,’每一组工件尺寸的分散性不大,加工误差范围就不可能变化太大。于是,这就解除了大批零件初始误差范围大造成加工误差范围也大甚至超差的困扰。实质上,“适当地调整刀具和工件的相对位置”就是尽可能地减小工艺系统原始误差,从而减小了加工误差。
分组归类原始误差适用于大批量零件加工的情况。
误差预防原则的基本内容,除上述的外,还有平均工件误差、修正装配误差等。对于防爆电气设备零件加工来说,这里不关心后面的那些内容,读者如有需要,请自行查阅相关文献。
(2)误差补偿原则
所谓“误差补偿原则”,就是指在防爆电器生产工艺系统中人为地引入一个与系统原始误差大小相等、方向相反的附加误差,抵消系统的原始误差,从而减小或(和)消除原始误差对加工误差影响的基本原则。
在实际应用中,在工艺系统中必须设置一个误差补偿系统。这种误差补偿系统至少具备3个主要的功能装置及相应的信息传递系统。这3个功能装置是:
①误差信号发生装置
这种装置能够产生附加误差,能够检测到系统某些原始误差,并通过计算机得到原始误差随工艺系统状态变化的误差变化图。
②误差信号同步装置
这种装置能够保证附加误差与原始误差同步,就是说,在每一时刻,附加误差与原始误差大小相等、方向相反。
③误差信号合成装置
这种装置能够保证实现附加误差与原始误差的合成,将系统的原始误差减小甚至消除,于是就减小甚至消除了加工误差。
总而言之,误差补偿原则就是依靠这些功能装置来实现补偿的。这是一个笼统的概念。人们应该根据这些补偿原则和实际情况确定合理的补偿方案。这个原则在自动化加工系统中获得了很好的应用。
|
|
|
|
|


