|
| 联系方式 |
地址:
江苏省启东市城东工业园区
电话:
0513-83320018
手机:
13906284339
联系人:
陈维多
电子邮箱:
fbdq@fbdq.com
|
|
|
| 您现在的位置:网站首页 - 新闻动态 |
|
防爆正压柜加工表面质量
|
| 发布时间:
2020/4/29 |
防爆正压柜加工表面质量
这里讨论防爆正压柜加工表面质量的目的,在于找出影响防爆正压柜加工表面质量的因素并对它进行一定的控制,保证所加工零件表面的几何形状和机械特性符合图样设计要求。
在机械加工过程中,工件经过机械加工由毛坯变为零件;零件组装成具有不同功能的设备。这些零件,除相关尺寸符合设计要求外,还必须具有良好的防爆正压柜加工表面质量,即表面使用品质。
在这里,零件的防爆正压柜加工表面质量包括表面的几何形状误差和表面层的机械特性。在加工过程中有很多因素在影响表面的几何形状误差和表面层的机械特性。下面分别简单地讨论一下这些影响因素及其控制的基本方法。
1.影响零件表面几何形状误差的主要因素及其控制的基本方法
对于防爆电气设备制造来说,表面几何形状主要是指表面粗糙度。简单地讲,表面粗糙度就是已加工的工件表面上波距在1mm以内的微观几何形状误差。不同的加工方法对表面粗糙度的影响是不同的。
(1)切削加工时
在切削加工时,刀具切削刃刃口的形状和表面粗糙度,切削速度,切削过程中进给量的大小及一些附加因素(例如积屑瘤、鳞刺、塑性变形等)都在不同程度上影响表面粗糙度。
工件在切削加工后的表面呈现出有规律的波面,这就是所谓的“残留面积”。刀具切削刃刃口的形状影响防爆正压柜加工表面上残留面积的波峰高度和面积大小。这种影响主要是由刃口的圆弧半径或(和)主、副偏角的大小以及进给量、切削深度引起的(图25)。
图25显示,在进给量和切削深度一定的情况下,刃口圆弧半径越小(r小于R),残留面积越大(m大于0),但波峰高度相同(图25a);在刃口圆弧半径和切削深度一定的情况下,进给量越小,波峰高度越小(h2小于h1),但残留面积为0(图25b);在刃口圆弧半径和进给量一定的情况下,切削深度越小,波峰高度越小(h2小于h1),但残留面积越大(m大于0)(图25e)。
表面粗糙度主要是用工件切削加工后残留面积的波峰高度和面积大小来综合表征的。因而,增大刃口的圆弧半径或(和)减小主、副偏角以及合理的进给量、切削深度,就可以减小表面粗糙度值。
切削速度的大小同样在影响表面粗糙度。切削速度和进给量综合影响表面粗糙度的情况如图26所示。因而,在切削加工时,在刀具条件一定的情况下,除进给量外,选择合适的切削速度也可以获得相应的表面粗糙度。
图26所示的切削速度和进给量与表面粗糙度的关系曲线是使用硬质合金刀具以切削深度
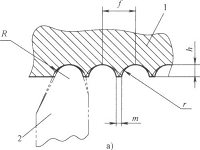 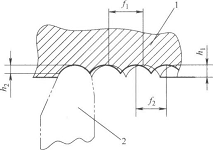 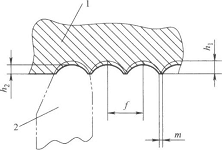
表面粗糙度与刀具切削刃刃口半径、进给量、切削深度的关系示意图
a)表面粗糙度与刀具切削刃刃口半径的关系
b)表面粗糙度与进给量的关系
c)表面粗糙度与切削深度的关系 l-工件;2-刀具切削刃;R、r-刀具刃口半径;h、hl、h2-切削深度;m-残留面积
为0.5mm切削工件(35钢)的特例。可以看出,在切削速度大于某一个值之后,表面粗糙度基本保持不变,之前,则急剧下降;另外,随着进给量的减小,表面粗糙度也在减小(图25)。对于其他的加工情况,应该具有同样的趋势,只是数据大小不同而已。
提高切削速度可以减少积屑瘤、鳞剌和塑性变形,因而就可以减小表面粗糙度值。
此外,合理地选用冷却润滑液同样可以减少积屑瘤、鳞刺和塑性变形,同样可以减小表面粗糙度值。
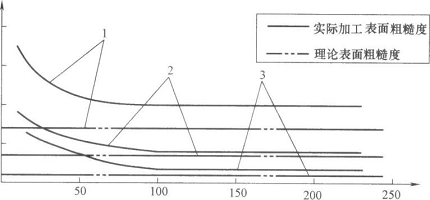
图26切削速度和进给量对表面粗糙度的影响示例
1-进给量为0.28mm/r时2-进给量为0.18mm/r时3-进给量为0.063mm/r时
(2)磨削加工时
在磨削加工时,刀具(磨具)是砂轮表层上的大量磨粒。磨粒粒度、磨削速度和磨削深度都在影响防爆正压柜加工表面的表面粗糙度。
磨粒粒度越小,单位面积上磨粒越多,在工件磨削表面上的刻划痕迹就越细密越均匀。于是,磨削表面的表面粗糙度值就小。因而,选择磨粒粒度小、单位面积上磨粒多的砂轮可以减小表面粗糙度值。
砂轮速度与工件速度调配合适可以减小表面粗糙度值。当砂轮速度大于工件速度时,砂轮磨粒在工件表面上的刻划痕迹增多,于是表面粗糙度值就小。人们在选择砂轮速度与工件速度的比值时不应该取它们的整数值;因为取整数值时,刻划痕迹会重叠,加深磨削深度,由此便增大表面粗糙度值。
磨削深度减小会减轻工件材料的塑性变形,有利于减少防爆正压柜加工表面的表面粗糙度值。
同样,合理地选用冷却润滑液可以减小表面粗糙度值。
|
|
|
|
|


