|
| 联系方式 |
地址:
江苏省启东市城东工业园区
电话:
0513-83320018
手机:
13906284339
联系人:
陈维多
电子邮箱:
fbdq@fbdq.com
|
|
|
| 您现在的位置:网站首页 - 新闻动态 |
|
防爆正压柜薄板工件的钣金制作
|
| 发布时间:
2020/5/4 |
防爆正压柜薄板工件的钣金制作
正压柜薄板工件的钣金制作,对于防爆正压柜来说,主要是指将板材按照所需尺寸和形状下料和卷边,制成所谓的“钣金工件”。
防爆正压柜所使用的钣金工件,基本上都是由矩形薄板坯料卷边和压弯后形成的简单的长方体或圆筒体,当然也有其他形状的,例如上述的双斜口圆筒形的、变径管道连接圆锥台形的等。
1.薄板坯料的下料和卷边
矩形薄板坯料的下料工艺是很简单的。将按照上述的薄板中性层准则获得的相关的尺寸(+工艺裕量)在所选用的薄板上划线后,使用剪板机剪切落料即可。
矩形薄板坯料的卷边工艺同样是很简单的。所谓“卷边”,也称“折弯”,是指将薄板坯料的某些边沿按照工件连接需要弯曲卷起的工艺过程。手工卷边时,人们常常将工件放置在工作台上用锤子敲击成形;在需要压弯的地方,根据需要,应该事先在此处剪切落料或剪切开缝,如图12所示:图12a表示方形工件的卷边示意图,图12b表示圆形工件的卷边示意图。
在图12中,卷边尺寸也应该符合薄板中性层准则。Z表示卷边的直边长度,它应该不小于2倍的薄板厚度;f0表示卷边的直边长度+弯曲部分长度(约等于薄板中性层长度); t表示卷边薄板厚度。
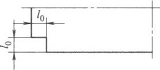 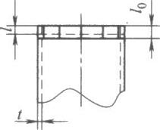
a)方形饭金工件 b)圆形钣金工件
图12薄板坯料卷边示意图
这样的卷边,在钣金工件连接时是十分需要的。人们应该根据钣金工件之间的连接方式选择合适的Z值,例如是采用卷边型焊缝对接焊连接还是采用铆接连接,这个Z值是不同的。
除此之外,其他形状的薄板坯料下料和卷边,同上述的基本一样。
这里应该指出的是,除卷边外,根据防爆正压柜电缆引入装置的位置,在某些薄板坯料上还应该冲压出一个或多个直径相同或不同的圆孔,供安装电缆引入装置。
2.薄板坯料的压弯制作
薄板坯料的压弯不同于卷边,当然,有着类似的性质,就是弯曲。然而,压弯是一种使薄板弯曲成形的工艺过程,不考虑钣金工件的连接。这里简单地讨论一下薄板坯料压弯制作的主要工艺要求。
(1)薄板坯料压弯的制作原则
薄板坯料通常在压力机上进行压弯处理。薄板坯料压弯时应该遵守以下基本原则:
①薄板压弯时弯曲半径不应该小于最小弯曲半径。
②薄板压弯时直边长度不应该小于薄板坯料厚度的2倍值。
③在薄板坯料边沿压弯时有时需要在其边沿事先切槽,以防压弯时撕裂。
④在压弯带孔的工件时,孔不得处于压弯区域内,孔边沿的直边长度至少为薄板坯料厚度的2倍值,以防孔发生变形。
在实际工程应用中,人们只要根据实际经验灵活运用这些原则,就可以获得较好的钣金零件质量。
(2)压弯力的估算
在薄板压弯的工艺设计和设备选择时,压弯力是一个重要依据。通常情况下,当采用V形变形时,压弯力(P,单位为N)可以使用下述经验公式进行计算即弯曲线的长度;
在钣金工艺设计时,人们可以根据经验和估算的压弯力来选择合适的压力机。
(3)作用力消失后弯曲工件的回弹及其矫正
当施加于薄板弯曲的作用力消失时,弯曲变形的工件往往会发生回弹。大家知道,薄板在弯曲时既发生塑性变形又发生弹性变形。弯曲时,薄板的里层和外层的切向应力和应变有着不同的性质,因此,作用力消失时弹性回复的方向是相反的,即外层压缩、里层拉伸。于是,弯曲变形的工件的弯曲半径(角度)就会增大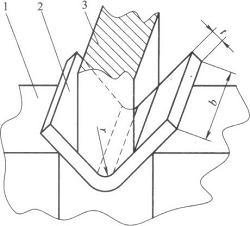 ,即所谓的“回弹”。 ,即所谓的“回弹”。
图13压弯力估算示意图
1一凹模2一薄板3一凸模
弯曲工件的回弹,有时是不允许的。为此,对于冷作工件,人们可以采取一些适当的措施来防止这种回弹:
①在小批量制作时,可以采用手工矫正的办法来补偿这种回弹。
②在弯曲模具上采取反向补偿法来补偿这种回弹。根据实践经验,适当的调整凸模或凹模工作部位的形状和尺寸就可以补偿弯曲工件发生回弹。
|
|
|
|
|


